
| FAQ(よくあるご質問):MDX-40/40A |
■全般
■サプライ品、オプション品
■対応ソフトウェア、データ
■入出力に関したエラー
■画質
■位置、寸法
■その他
全般
Q
MDX-40はどのような製品ですか?
A
MDX-40ニュースリリースをご参照ください。
全般
Q
MDX-40で切削可能な材料は?
A
切削可能な材質は「ケミカルウッド、モデリングワックスなどの樹脂」です。
アルミ・真鍮など金属は切削できません。
ケミカルウッドは「サンモジュール SS」を対象としております。
詳しくは以下をご参照ください。
サンモジュール SS 販売のご案内
モデリングマシン用切削材料
三洋化成工業株式会社サンモジュール製品紹介ページ
全般
Q
MDX-40とMDX-40Aの違いは何ですか?
A
MDX-40Aには以下の機能が追加されました。
・大幅な操作性を向上した操作パネル「VPanel」への対応をしました。
・NCコードに対応しました。
(対応NCコードは「MDX-40Aユーザーマニュアル」をご参照ください。)
・ワークサイズが大幅に広がった回転軸ユニット「ZCL-40A」(オプション)に対応しました。
※MDX-40をお使いのお客様はアップグレードを行なっていただくとMDX-40A相当の機能を
お使いいただけます。アップグレードについての詳細や変更点はこちらをご参照ください。
サプライ品、オプション品
Q
ZW-200/100の仕様を教えてください。
A
以下の通りです。
硬度(ショアD):50~55
針入度:0.5Dmm-100gm.wt., 12.0Dmm-450gm.wt
比重 :0.92
収縮率:7%(約22℃)
線膨張係数:17.1x10exp-6
軟化点:107.2度C
沸点 :約232.2度C以上
引火点:約301.7度C以上
対応ソフトウェア、データ
Q
基板を作るソフトウェアがありますか?
A
付属のソフト、Dr.Engraveで制作することができます。
パターン図を描き、イメージスキャナで読み取りDr.Engraveにインポートして彫刻用刃物で外形線を彫刻します。
Dr.Engraveは穴あけの機能はありません。
(小さな丸を描いて出力することで穴を開ける事はできます。)
穴開け用の刃物は弊社ではご用意させていただいておりませんので、以下をご参考ください。
日進工具株式会社
ユニオンツール株式会社
ツールによっては適したサイズのコレットが必要になります。
対応ソフトウェア、データ
Q
ModelaPlayer4はどの3D CADソフトのデータを読み込めますか?
A
3D CADは数多くあり、下表のデータ形式を出力できる物はほぼ問題無いため個別に動作確認はしておりません。
ただし一部のソフトでは出力されるデータが不完全で、正しい形状を切削できない場合もあるようです。
3D CADから出力した3Dデータをメール、またはCD-Rなどでコールセンターにお送りください。
動作確認させていただきます。
ModelaPlayer4が読み込める3D 形状のデータ形式
形式 |
備考 |
| IGES | IGES 5.2 (サーフェスのみ、ソリッド/2D図面は読み込み不可) Ver 2.90 以前のDr.PICZAで書き出したIGESデータは読み込みできません。 |
| DXF | AutoCAD(R) Release 12J 3Dフェイスとポリラインが読み込み可、ポリラインは3Dメッシュと ポリメッシュのみ、ソリッド/2Dは読み込み不可 3D FACEの記述があること |
| STL | ASCII(テキスト)とバイナリのどちらも読み込み可 |
| XVL | XVL3形式 |
(バージョン3以降の Rhinoceros(R) がインストールされているときは、
Rhinocerosがサポートする形式のファイルを読み込むことができます。)
対応ソフトウェア、データ
Q
写真などから読み込んだ画像からレリーフを彫刻する事は可能でしょうか?
A
簡単なレリーフですと弊社ソフトウェア3D Engraveで可能です。
暗い部分を低く、明るい部分を高く彫る単純な物ですので、図形などでは有効ですが、
人間の顔などではあまり元画像に似た物にはなりません。
本格的なレリーフ製作では高度な編集が必要になりますので、
例えばArtCAM、 type3のようなソフトウェアが必要で、編集作業はある程度熟練が必要です。
入出力に関したエラー
Q
WindowsXP/2000でdriverのプリンタスプーラにあるデータを削除したいのですが、
キャンセル(削除)を選択しても消えません。
A
以下の手順をお試しください。(WindowsXP の場合の操作例)-
[コントロールパネル][管理ツール][サービス][print spooler]で[停止]を選択する。
-
\WINDOWS\system32\spool\PRINTERS にあるデータを削除する。
-
[コントロールパネル][管理ツール][サービス][print spooler]で[開始]を選択する。
-
PCを再起動する。
入出力に関したエラー
Q
不定期に時々機械がデータとは違う動きをします。
A
以下のような事が考えられます。
-
ソフトウェアの問題
アプリケーションやWindows driverなど、
ご使用になっているソフトウェア類のバージョンアップを行ってください。
-
ケーブルの接触不良や断線による通信エラー
コネクタを抜きさし、 コネクタの端子部分を磨く、
新しいケーブルに変えてみるなどの方法をお試しください。
-
ノイズによる通信エラー
電源ノイズや電波ノイズによるデータエラーです。
ケーブルが長過ぎたり、巻いてあると電波ノイズを拾って誤動作の原因になります。
短いケーブルに替えてみる、電源コードから離してみるなどの方法をお試しください。
近くに電波ノイズを出すモーターや通信機などが無いか、などもご確認ください。
-
電源が不安定
大きな電力を必要とする機器が動作した時に、誤動作を起こしていないかご確認ください。
-
切削の過負荷
切り込み深さが大きすぎるなど過負荷がかかると誤動作する可能性があります。
-
製品本体内部の故障
内部での接触不良、基板の故障などで、修理が必要です。コールセンターにお問合せください。
本体にエラーが表示されているようでしたらエラー内容や状況をお知らせください。
画質
Q
アクリルを切削すると綺麗に仕上がりません。
A
アクリルのような溶けやすい樹脂は回転している刃物を一カ所に接触させているとそこが溶けてしまいます。
その為XYの速度を速く、その分Z切り込み量を少な目に設定してください。
また、MODELA Playerをお持ちの場合は、
メニューの「オプション」-「切削パラメータ」でそれぞれの材料毎の切削条件を確認することができます。
また、刃物の切れ味が悪くなっていると溶けやすくなりますので、なるべく新品の刃物をご使用ください。
位置、寸法
Q
彫刻の深さが場所によって違います。
A
板を置き面出しを行うと精度が上がりますので試してみてください。
ベークライトの板などをテーブルの表面に貼り付け、これを平行カッター等で面出しをします。
この上に彫刻する材料を貼り付けます。 刃物に対して材料の高さが一定になり、安定した彫刻が得られます。
位置、寸法
Q
表と裏を切削すると位置がずれるのですが。
A
ずれる原因がソフトウェアの問題の場合はコールセンターにご相談ください。
機械の精度の狂いなどの場合はリペアセンターにご相談ください。
切削中に材料がずれる場合には固定材料を増やしてみる、また材料の固定方法(両面テープ、瞬間接着材、
メス型を作成してこれに材料を固定する)を変えてみるなどの方法もお試しください。
位置、寸法
Q
ZCL-40をMDX-40に取り付けた場合の動作範囲は?
A
ZCL-40 回転軸ユニット装着時、MDX-40 の動作範囲は次のとおりになります。
189.5 (X) x 305 (Y) x 60 (Z) mm
* 実際に加工できる範囲は、ツールの突き出し長さや取り付けた材料と、
ツールやスピンドルとの干渉によって制限を受けます。
位置、寸法
Q
ZCL-40の対象物の取付範囲は?
A
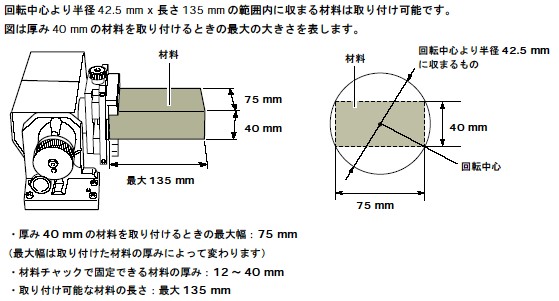
位置、寸法
Q
MDX-40に回転軸ユニットZCL-40を取り付けた際、モデルの表と裏の原点あわせは自動なのですか?
A
1箇所設定すると後は自動です。
位置、寸法
Q
材料表面(Z0)の設定をより正確にする方法がありますか?
A
細い刃物では、刃先を下ろしたとき材料表面に当たった瞬間が判りにくくなります。
正確に設定しないと負荷が大きくなり刃物が折れるなどします。
以下のように操作してみてください。
-
刃物を下ろしたときに刃物の先端が材料に当たった瞬間が判るようにする
微粉末を材料表面に塗る、白い修正液を塗る、乾くと粉になるスプレーを吹き付けるなどしておき、
刃物を下ろして先端が当たった瞬間に粉末が飛び広がるのを見て止めます。
または材料表面に紙を載せておき、紙が動かせるかで当たったかどうかが判るようにします。
ツールのダウンはDownキーは押したままにするのではなく、1クリックづつ下ろしていきます。
-
面出しして正確な高さを作る
高い位置から小さな掘り込み量で徐々に掘り下げていき、正確な材料表面を作り出します。
面出し後はその表面が新たな材料表面として設定されます。
面出しをしていない場合で低い場所で材料表面を設定してしまった場合は、
切削を開始すると高い部分は負荷が高くなってしまいますので、面倒でも面出ししておくのは効果的です。
その他
Q
今まで保守契約を結んでいなかった場合や、中古で製品を入手した場合は、
保守契約を結ぶ事ができますか?
A
保守契約を結んでいただけるのは保守契約対象機種です。
これ以外の機種では申し訳ございませんがご契約いただけません。
保守契約を結ぶ事ができる期間は、その製品が最初に販売された時から5年以内です。
期間内かどうかはシリアル番号から判りますので、コールセンターにお問合せください。
契約を結ぶ事が可能な製品ではご契約をお勧めしております。
使用頻度が極端に少ない場合や、多い場合もメンテナンスの頻度が高くなるので有効です。
緊急な出力が多い場合にも、優先したサポートをお受けいただけますので有効です。
詳しくは年間保守契約のご案内をご参照ください。
その他
Q
MDX-40の回転軸ユニットZCL-40で、材料を回転させながらの加工は可能ですか?
A
可能です。
付属の専用ソフトウェアModelaPlayer4で、回転させながら加工する「円筒加工」と
面を停止させて各面を切削する「インデックス加工」のどちらかを選択可能です。
その他
Q
アクリルを切削/彫刻していたら、途中で溶けてしまいました。
A
登録されている材料には切削/彫刻条件の推奨値が登録されていますが、
同じアクリルでも微妙に材質が違いますので調整が必要です。
溶ける場合は摩擦熱が大き過ぎるので、一回の切込量を小さくする、XYの切削速度を下げる、
細い刃物を使う、回転数を落とす(回転数を変更可能な機種)など、お使いになる材料に合わせて微調整してください。
同じ回転速度でも太い刃物ほど円周が大きくなり温度が高くなります。
細い刃物でほど温度が下がりますが、切削に時間がかかります。
その他、新しい刃物を使う、薄めた洗剤液を材料表面にごく少量塗ってみる、
時々ポーズで止めて休ませるなどの処置をお試しください。
その他
Q
MDX-40/40AでNCコードでの加工は出来ますか?
A
MDX-40AはNCコードをお使いいただけます。
また、MDX-40をお使いのお客様もアップグレードをおこなうことで
NCコードでの加工が可能になります。アップグレードについての詳細や変更点はこちらをご参照ください。
NCコードでの加工時は Vpanel for MDX-40A上の【動作設定】 → 【加工機】 → 【コマンド体系】 にて「NCコード」を選択しNCコードの設定を行い、Vpanel for MDX-40A上の【加工】にてNCコードファイルの追加を行なってください。